Servo System ในระบบอัตโนมัติ: มอเตอร์เซอร์โวและ Drive ที่ขับเคลื่อนหุ่นยนต์และเครื่องจักร CNC
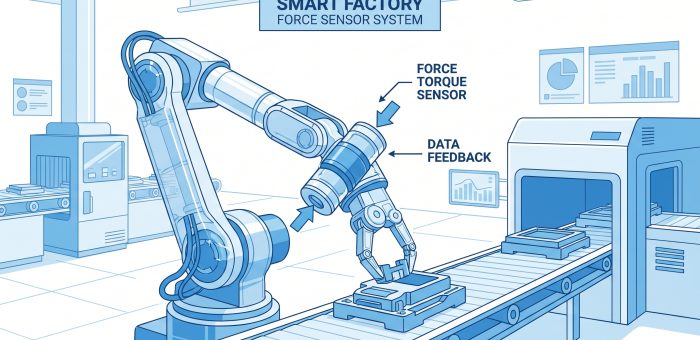
Servo System ในระบบอัตโนมัติคืออะไร? Servo System (ระบบเซอร์โว) ประกอบด้วย 3 องค์ประกอบหลัก ได้แก่ Servo Motor, Servo Drive (Amplifier) และ Encoder (Feedback Device) ทำงานร่วมกันเป็น Closed-Loop Control System เพื่อควบคุมตำแหน่ง ความเร็ว และแรงบิด (Torque) ด้วยความแม่นยำสูงมาก ในโรงงานอุตสาหกรรม Servo System เป็น "กล้ามเนื้อ" ที่ขับเคลื่อนหุ่นยนต์ เครื่อง CNC และเครื่องจักรแม่นยำทุกประเภท หลักการทำงานของ Servo System Closed-Loop Feedback Control จุดที่ทำให้ Servo System แตกต่างจากมอเตอร์ธรรมดาคือระบบ Feedback Loop ที่ทำงานดังนี้: Command Input: PLC หรือ Motion Controller ส่งคำสั่งตำแหน่ง/ความเร็วเป้าหมาย ผ่าน Fieldbus (EtherCAT, PROFINET) หรือ Pulse/Direction Signal Servo Drive Processing: Drive คำนวณค่า Error ระหว่างคำสั่งกับค่าจริงจาก Encoder แล้วปรับกระแสไฟฟ้าที่ส่งไป Motor ด้วย PID Algorithm Servo Motor Response: AC Synchronous Motor (Permanent Magnet) หมุนไปยังตำแหน่งเป้าหมายด้วย Torque ที่คำนวณไว้ Encoder Feedback: Absolute หรือ Incremental Encoder ส่งข้อมูลตำแหน่งจริงกลับไป Drive ที่อัตรา > 1 MHz ทำให้ระบบปรับตัวได้ทันที ความแม่นยำระดับ Encoder Resolution Encoder รุ่นใหม่มี Resolution สูงถึง 23-bit (8,388,608 counts/revolution) ทำให้ Servo Motor สามารถหมุนได้แม่นยำในระดับ <0.16 arc-seconds ซึ่งเพียงพอสำหรับงาน Semiconductor Manufacturing ที่ต้องการความแม่นยำระดับ Nanometer ParameterAC ServoDC ServoStepper Motor Torque Densityสูงมากปานกลางต่ำ (ที่ความเร็วสูง) Speed…