CoAP (Constrained Application Protocol) สำหรับ IIoT: โปรโตคอลว่ายน้ำหนักเบาสำหรับอุปกรณ์ IoT ขนาดเล็ก
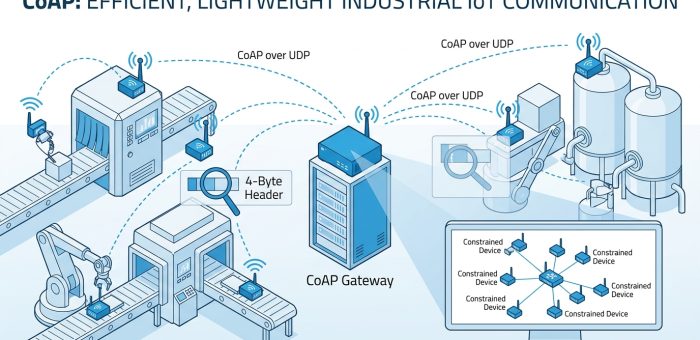
CoAP คืออะไร? โปรโตคอลที่ออกแบบมาเพื่ออุปกรณ์ Constrained ในโลกของ Industrial IoT อุปกรณ์จำนวนมากยังคงใช้ไมโครคอนโทรลเลอร์ขนาดเล็กที่มี RAM เพียง 10-100 KB และ Flash Memory ไม่เกิน 250 KB อุปกรณ์เหล่านี้ไม่สามารถรัน HTTP/TCP stack ที่หนักและซับซ้อนได้ CoAP (Constrained Application Protocol) จึงถูกพัฒนาขึ้นโดย IETF (RFC 7252) เพื่อเป็นโปรโตคอลระดับแอปพลิเคชันสำหรับอุปกรณ์ประเภทนี้โดยเฉพาะ CoAP ทำงานบน UDP แทน TCP ทำให้ overhead ต่ำกว่า HTTP อย่างมีนัยสำคัญ — packet header ของ CoAP มีขนาดเพียง 4 bytes เทียบกับ HTTP header ที่อาจมีขนาดหลายร้อย bytes แต่กระนั้น CoAP ยังคงรักษาโมเดล Request-Response ที่คุ้นเคย พร้อมรองรับ RESTful interaction เช่น GET, POST, PUT, DELETE เหมือน HTTP 💡 ข้อควรรู้: CoAP ไม่ได้มาแทนที่ MQTT แต่มาเติมเต็มช่องว่างที่ MQTT ทำไม่ได้ — โดยเฉพาะกรณีที่ต้องการ Request-Response pattern, Resource Discovery และการทำงานแบบ Multicast ในเครือข่ายท้องถิ่น สถาปัตยกรรม CoAP: เลเยอร์ที่ทำให้มันพิเศษ CoAP ถูกออกแบบมาด้วยสถาปัตยกรรมแบบ 2 เลเยอร์: Message Layer — จัดการการส่ง-รับข้อมูลผ่าน UDP รองรับ Confirmable (CON) และ Non-confirmable (NON) message, พร้อม mechanism ตรวจสอบ duplicate message โดยอัตโนมัติ Request/Response Layer — ทำงานเหนือ Message Layer จัดการ RESTful method (GET, POST, PUT, DELETE) และ response code ที่คล้าย HTTP (2.05…








