SIS (Safety Instrumented System): ระบบความปลอดภัยอัตโนมัติที่ปกป้องชีวิตและทรัพย์สินในโรงงานอุตสาหกรรม
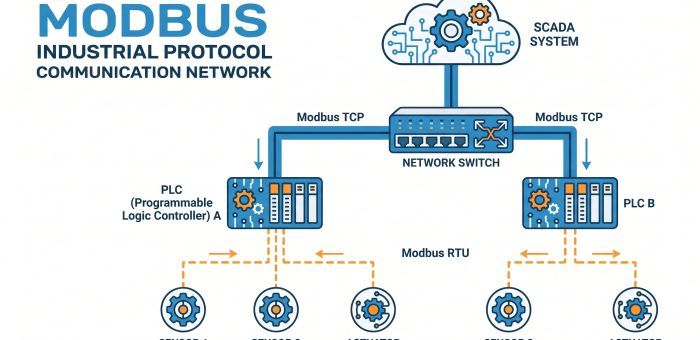
SIS (Safety Instrumented System): ระบบความปลอดภัยอัตโนมัติที่ปกป้องชีวิตและทรัพย์สินในโรงงานอุตสาหกรรม ในโรงงานอุตสาหกรรมที่มีความเสี่ยงสูง เช่น โรงกลั่นน้ำมัน โรงงานปิโตรเคมี โรงงานก๊าซ และโรงงานผลิตสารเคมี Safety Instrumented System (SIS) คือระบบความปลอดภัยชั้นสุดท้าย (Last Layer of Protection) ที่ทำงานเมื่อระบบควบคุมกระบวนการ (BPCS) ไม่สามารถควบคุมสถานการณ์ได้ ตามมาตรฐาน IEC 61511 ซึ่งเป็นมาตรฐานสากลสำหรับ SIS ในอุตสาหกรรมกระบวนการ SIS ประกอบด้วยอะไรบ้าง? SIS ทำงานในรูปแบบ Safety Instrumented Function (SIF) ซึ่งประกอบด้วย 3 องค์ประกอบหลัก: Sensor (Field Device): ตรวจจับสภาวะผิดปกติ เช่น Pressure Transmitter, Temperature Sensor, Level Switch, Flame Detector, Gas Detector Logic Solver: ประมวลผลสัญญาณจาก Sensor และตัดสินใจว่าต้องดำเนินการหรือไม่ มักใช้ Safety PLC (เช่น Siemens S7-400FH, Emerson DeltaV SIS, HIMA HIMax) ที่ผ่านการรับรอง SIL ตาม IEC 61508 Final Element: ดำเนินการป้องกัน เช่น Shutdown Valve (SDV), Blowdown Valve (BDV), Fire & Gas Deluge Valve, Pump Trip SIF Component ตัวอย่างอุปกรณ์ SIL Rating ที่รองรับ หมายเหตุ Sensor Pressure Transmitter SIL 2/3 SIL 2–3 ต้องเป็น SIL Certified จาก TÜV/Exida Logic Solver Safety PLC (HIMA, Siemens) SIL 3–4 Redundancy: 1oo2, 2oo3 Voting Final Element Shutdown Valve + Solenoid…