Motion Control Architecture: จาก Stepper Motor ถึง Servo Drive — เทคโนโลยีขับเคลื่อนระบบอัตโนมัติยุคใหม่
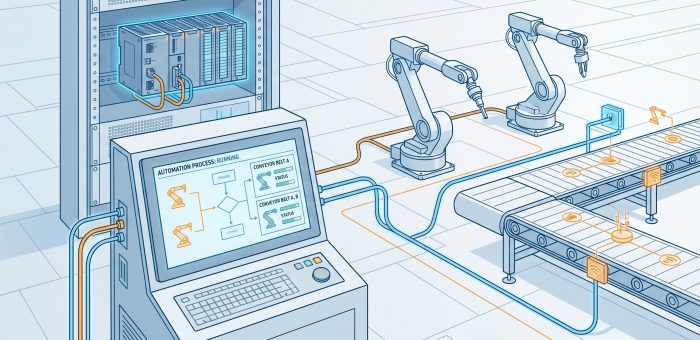
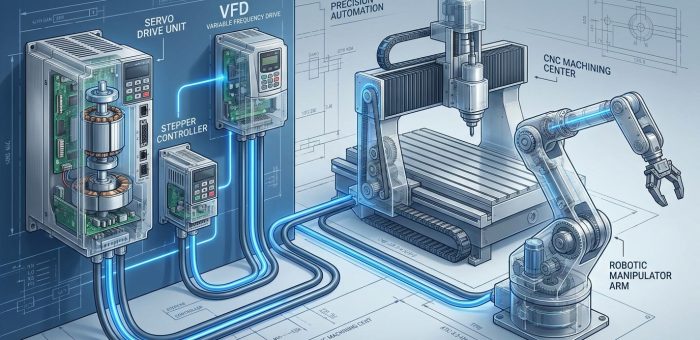
Motion Control ถือเป็นหัวใจสำคัญของระบบอัตโนมัติทุกประเภท ไม่ว่าจะเป็นหุ่นยนต์อุตสาหกรรม เครื่องจักร CNC ระบบ Packaging หรือ AGV/AMR ในโรงงานอัจฉริยะ การเลือก Motor และ Drive ที่เหมาะสม รวมถึงการออกแบบสถาปัตยกรรม Motion Control ที่ถูกต้อง ส่งผลโดยตรงต่อ ความแม่นยำ (Accuracy), ความเร็ว (Speed) และ ความน่าเชื่อถือ (Reliability) ของระบบทั้งหมด สถาปัตยกรรม Motion Control พื้นฐาน ระบบ Motion Control มีสถาปัตยกรรมหลัก 4 ระดับ: Motion Controller — สมองกลางที่คำนวณ Trajectory Planning, Path Interpolation และสร้าง Command Signal Drive/Amplifier — แปลง Command Signal เป็นกระแสไฟฟ้าที่เหมาะสมสำหรับ Motor Motor — เปลี่ยนพลังงานไฟฟ้าเป็นการเคลื่อนไหว (หมุนหรือเลื่อนเชิงเส้น) Feedback Device — Encoder หรือ Resolver วัดตำแหน่งจริงและส่งกลับไปยัง Controller (Closed-Loop) โปรโตคอลที่ใช้สื่อสารระหว่าง Motion Controller กับ Drive ได้แก่ EtherCAT (Cycle Time สั้นถึง 125 μs), PROFINET IRT (Isochronous Real-Time), Ethernet/IP (CIP Motion) และ SERCOS III ซึ่งทั้งหมดรองรับ Deterministic Communication สำหรับ Motion Application Stepper Motor: ความแม่นยำระดับ Open-Loop Stepper Motor ทำงานด้วยหลักการเดินไปทีละ Step (Step Angle มาตรฐาน 1.8° = 200 Step/Revolution) โดยไม่ต้องมี Encoder ในโหมด Open-Loop ทำให้มีข้อดีคือ: Control ง่าย — ส่ง Pulse ไปก้าวไป ไม่ต้อง Tuning ต้นทุนต่ำ — เหมาะกับ Application…