Case Study: IIoT ในอุตสาหกรรมยานยนต์ไทย — จากสายประกอบสู่ Smart Factory ด้วยข้อมูลเชื่อมโยง
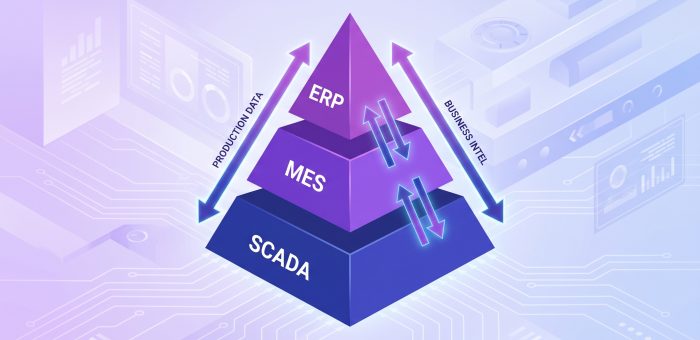
ภาพรวมอุตสาหกรรมยานยนต์ไทยในยุค Industry 4.0 ประเทศไทยเป็น ศูนย์กลางการผลิตรถยนต์อันดับ 1 ของอาเซียน และอันดับ 10 ของโลก ด้วยกำลังการผลิตกว่า 2 ล้านคันต่อปี ในปี 2026 อุตสาหกรรมยานยนต์ไทยกำลังเปลี่ยนผ่านครั้งสำคัญจากการผลิตรถยนต์สันดาปแบบดั้งเดิม สู่ยานยนต์ไฟฟ้า (EV) และการผลิตอัจฉริยะ (Smart Manufacturing) ด้วยเทคโนโลยี IIoT รัฐบาลไทยได้ประกาศนโยบาย "30@30" ซึ่งมีเป้าหมายให้รถยนต์ไฟฟ้าคิดเป็น 30% ของการผลิตรถยนต์ทั้งหมดภายในปี 2573 (2030) สิ่งนี้ขับเคลื่อนให้โรงงานประกอบรถยนต์ทุกแห่งต้องเร่งปรับตัว ทั้งด้านเทคโนโลยีการผลิต ระบบควบคุมคุณภาพ และการจัดการห่วงโซ่อุปทาน IIoT ในโรงงานประกอบรถยนต์: ทำงานอย่างไร? 1. Predictive Maintenance บนสายประกอบ การประกอบรถยนต์ 1 คันใช้ชิ้นส่วนกว่า 30,000 ชิ้น และผ่านขั้นตอนการผลิตหลายร้อยขั้นตอน หากเครื่องจักรเสียขั้นตอนใดขั้นตอนหนึ่ง สายการผลิตทั้งสายจะหยุดชะงัก ด้วย IIoT Sensor ที่ติดตั้งบน Robot Welding, Painting Robot และ Conveyor System ข้อมูล Vibration, Temperature และ Current จะถูกส่งผ่าน MQTT ไปยัง Edge Gateway เพื่อวิเคราะห์ด้วย Machine Learning แบบ Real-time 2. Quality Control ด้วย Computer Vision กล้อง AI ตรวจสอบคุณภาพงานเชื่อม (Welding Quality), สี (Paint Defect) และการประกอบชิ้นส่วน (Assembly Completeness) ด้วยความแม่นยำ 99.5%+ เทียบกับการตรวจด้วยตามนุษย์ที่มีโอกาสพลาด 5-10% โดยเฉพาะในกะดึก 3. AGV/AMR สำหรับลำเลียงชิ้นส่วน ในโรงงานยานยนต์สมัยใหม่ในไทย Autonomous Mobile Robot (AMR) ถูกใช้ลำเลียงชิ้นส่วนจากคลังสินค้าไปยังสถานีประกอบอัตโนมัติ ขับเคลื่อนด้วย LiDAR Navigation และเชื่อมต่อกับ WMS (Warehouse Management System) ผ่าน Wi-Fi 6 สถาปัตยกรรมระบบ IIoT สำหรับโรงงานยานยนต์ ชั้นข้อมูล (Layer) เทคโนโลยีที่ใช้ ฟังก์ชันหลัก Field Layer Vibration Sensor, Thermal Camera,…