OPC UA (OPC Unified Architecture): มาตรฐานเปิดที่ทำให้อุปกรณ์ทุกตัวในโรงงานพูดภาษาเดียวกัน
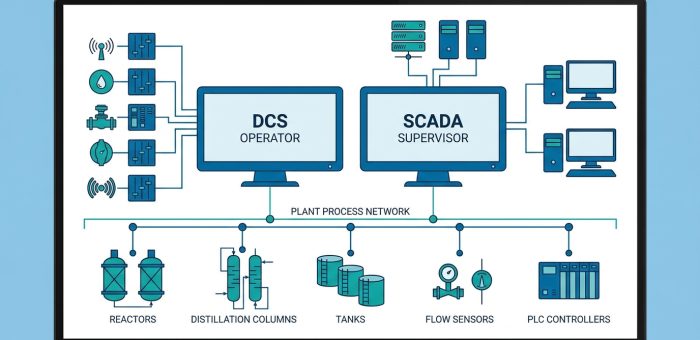
ในโรงงานอุตสาหกรรมยุคใหม่ อุปกรณ์ควบคุม พีแอลซี (PLC) เซ็นเซอร์ และระบบ SCADA มักผลิตโดยผู้ผลิตต่างกัน แต่ละระบบใช้โปรโตคอลสื่อสารเป็นของตัวเอง เช่น Modbus, EtherNet/IP, หรือ Profinet ผลคือข้อมูลติดอยู่ใน "เกาะข้อมูล" (Data Silo) ที่แยกจากกัน ทำให้การรวบรวมข้อมูลเพื่อวิเคราะห์หรือเชื่อมต่อสู่ระบบระดับสูง เช่น MES หรือ ERP เป็นเรื่องยากและสิ้นเปลือง OPC UA (OPC Unified Architecture) ถูกพัฒนาขึ้นมาเพื่อแก้ปัญหานี้โดยตรง โดยเป็นมาตรฐานเปิดที่ทำให้อุปกรณ์ทุกตัวในโรงงาน "พูดภาษาเดียวกัน" ได้อย่างปลอดภัยและเป็นอิสระจากแพลตฟอร์ม จาก OPC Classic สู่ OPC UA: ทำไมต้องเปลี่ยน? OPC รุ่นแรก (OPC Classic) พัฒนาในปี 1996 อ้างอิงเทคโนโลยี COM/DCOM ของ Windows ทำงานได้เฉพาะบนระบบปฏิบัติการ Windows เท่านั้น มีปัญหาด้านความปลอดภัย เนื่องจากอ้างอิงพอร์ต DCOM ที่เปิดกว้าง และมีปัญหาเรื่อง Firewall Traversal เมื่อส่งข้อมูลข้ามเครือข่าย รวมถึงการกำหนดค่าที่ซับซ้อน OPC UA ที่เริ่มพัฒนาในปี 2008 ออกแบบใหม่ทั้งหมดโดยมีเป้าหมายหลักคือ Platform-Independent (ทำงานบน Windows, Linux, แม้แต่ไมโครคอนโทรลเลอร์ขนาดเล็ก), Service-Oriented Architecture (SOA) และ Built-in Security โดยฝังการเข้ารหัสและการยืนยันตัวตนมาเป็นมาตรฐานตั้งแต่ต้น ไม่ใช่สิ่งที่ต้องเพิ่มทีหลัง หัวใจของ OPC UA: Information Model สิ่งที่ทำให้ OPC UA แตกต่างจากโปรโตคอลสื่อสารทั่วไปคือ Information Model — ไม่ได้ส่งเฉพาะ "ค่า" (value) ของข้อมูลเหมือน Modbus แต่ส่ง ความหมาย (semantic) ของข้อมูลไปด้วย ตัวอย่างเช่น แทนที่จะส่งเพียงตัวเลข 75.3 ที่ไม่รู้ว่าคืออะไร OPC UA จะส่งพร้อมบริบทว่าเป็น "อุณหภูมิที่ตำแหน่ง Reactor-01" หน่วยเป็น "องศาเซลเซียส" ช่วงค่าที่ถูกต้อง 0–150°C และ timestamp ที่แม่นยำ Information Model นี้สร้างเป็นโครงสร้าง Address Space แบบลำดับชั้น (hierarchical) ที่ผู้ใช้สามารถเรียกดู (browse) ได้เหมือนระบบไฟล์ ทำให้แอปพลิเคชันฝั่งผู้รับสามารถเข้าใจโครงสร้างข้อมูลโดยอัตโนมัติ โดยไม่ต้อง…