Web-Based HMI vs Traditional HMI: ไหนเหมาะกับโรงงานอุตสาหกรรมยุค Industry 4.0
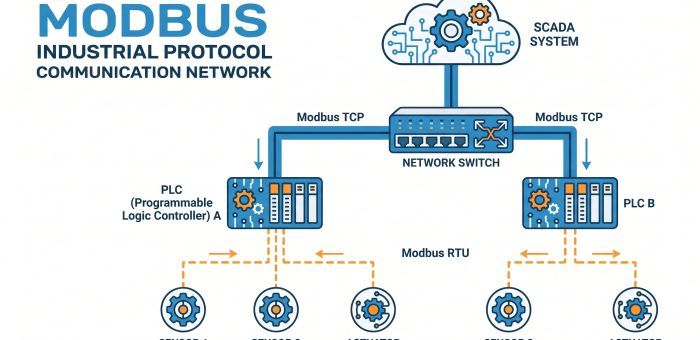
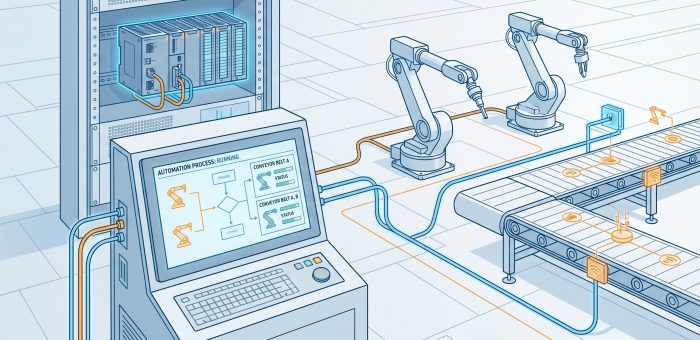
ในยุค Industry 4.0 ที่โรงงานอุตสาหกรรมกำลังเปลี่ยนผ่านสู่ Smart Factory Human-Machine Interface (HMI) หรือหน้าจอควบคุมเครื่องจักร ถือเป็นจุดเชื่อมต่อสำคัญระหว่างพนักงานกับระบบอัตโนมัติ ในอดีต HMI แบบดั้งเดิม (Traditional HMI) คือหน้าจอสัมผัสติดตั้งบนแผงควบคุม (Panel) แต่ปัจจุบัน Web-Based HMI กำลังเข้ามาเปลี่ยนรูปแบบการทำงานอย่างมาก Traditional HMI คืออะไร? Traditional HMI หรือ HMI แบบดั้งเดิม คือระบบหน้าจอสัมผัสหรือ Touch Panel ที่ติดตั้งอยู่บนแผงควบคุมหน้าเครื่องจักรโดยตรง ทำงานร่วมกับ PLC ผ่านโปรโตคอลอุตสาหกรรม เช่น Modbus TCP, Profinet, หรือ Ethernet/IP ซอฟต์แวร์ HMI ที่นิยมใช้จะรันบนระบบปฏิบัติการเฉพาะ (Proprietary OS) หรือ Windows Embedded ข้อดีหลัก: ตอบสนอง Real-Time ดีเยี่ยม หน่วงเวลาต่ำ (< 10 ms) เชื่อมต่อกับ PLC ได้โดยตรง ทำงานได้แม้เครือข่ายขัดข้อง เพราะสื่อสารผ่านสาย Cable โดยตรง ข้อจำกัด: ไม่สามารถเข้าถึงได้จากที่อื่น ต้องยืนหน้าเครื่องจึงจะควบคุมได้ การอัพเดท Software ต้องทำที่เครื่อง ซื้อ-ขายเป็นระบบปิด (Vendor Lock-in) และ Scalability จำกัด Web-Based HMI คืออะไร? Web-Based HMI ใช้เทคโนโลยี Web มาตรฐาน (HTML5, CSS, JavaScript) ทำงานบน Web Browser ทั้ง Chrome, Firefox, Safari หรือ Edge ผู้ใช้งานสามารถเข้าถึงหน้าจอควบคุมผ่าน Tablet, Smartphone หรือ Computer ได้จากทุกที่ที่มีเครือข่าย โดยข้อมูลจะส่งผ่าน OPC UA, MQTT, หรือ REST API ข้อดีหลัก: เข้าถึงได้จากทุกอุปกรณ์ (Cross-Platform) ไม่ต้องติดตั้ง Software เพิ่มเติม Remote Monitoring & Control สะดวก อัพเดทผ่าน Server กลางได้ และผสานกับระบบ Cloud และ Edge Computing…