Smart Factory Architecture: Reference Architecture แบบชั้นสำหรับโรงงานอัจฉริยะยุคใหม่
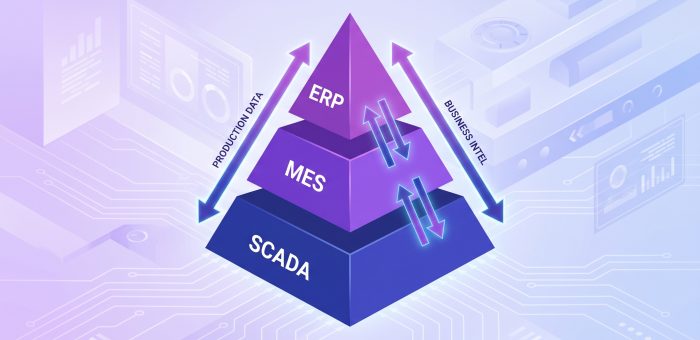
หลายโรงงานเข้าใจผิดว่า "Smart Factory" คือการซื้อหุ่นยนต์หรือติดตั้งซอฟต์แวร์ตัวเดียว แต่ความจริง Smart Factory คือ สถาปัตยกรรมข้อมูล (Data Architecture) ที่เชื่อมโยงทุกชั้นของการผลิตเข้าด้วยกัน โดยให้ข้อมูลไหลจากเซ็นเซอร์ระดับฟิลด์ขึ้นสู่ระบบวิเคราะห์ระดับองค์กรได้อย่างไร้รอยต่อ บทความนี้เจาะลึก Reference Architecture สำหรับ Smart Factory ที่อ้างอิงมาตรฐาน ISA-95 และ RAMI 4.0 (Reference Architecture Model Industrie 4.0) เพื่อให้วิศวกรและผู้บริหารเห็นภาพการออกแบบที่ถูกต้อง 5 ชั้นของ Smart Factory Architecture ตามโมเดล ISA-95 และ RAMI 4.0 สถาปัตยกรรมโรงงานอัจฉริยะแบ่งเป็น 5 ชั้น (layer) ที่ทำงานร่วมกัน: ชั้น (Level)องค์ประกอบหลักหน้าที่โปรโตคอล/มาตรฐาน L0-L1 Field/ControlSensor, Actuator, PLCควบคุมเครื่องจักร real-time (ms)Profinet, EtherCAT, Modbus L2 SCADA/HMISCADA, HMI, DCSมอนิเตอร์และควบคุมกระบวนการOPC UA, DNP3 L3 MES/MOMMES, historianจัดการการผลิต คุณภาพ และการบำรุงรักษาISA-88, ISA-95 B2MML L4 ERPERP, PLM, SCMวางแผนธุรกิจและห่วงโซ่อุปทานREST API, OData L5 Cloud/AnalyticsData lake, AI/MLวิเคราะห์ข้ามโรงงาน และพยากรณ์MQTT Sparkplug B, HTTPS การไหลของข้อมูล: Northbound และ Southbound ข้อมูลใน Smart Factory เคลื่อนที่สองทิศทางเสมอ: Northbound (ขึ้น): ข้อมูลจากเซ็นเซอร์ (อุณหภูมิ, การสั่นสะเทือน, อัตราการผลิต) ไหลขึ้นสู่ MES และ Cloud เพื่อวิเคราะห์และตัดสินใจ Southbound (ลง): คำสั่งจากระบบวิเคราะห์ (เช่น ลดความเร็วมอเตอร์ 5%) ส่งลงไปปรับ setpoint ของ PLC ในระดับ millisecond ความท้าทายหลัก: การตัดขาดระหว่าง L3 (MES) และ L4 (ERP) หรือที่เรียกว่า manufacturing IT-OT gap คือสาเหตุอันดับหนึ่งที่ทำให้ข้อมูลไม่สามารถใช้ตัดสินใจได้แบบ end-to-end Edge Computing ในสถาปัตยกรรม Smart…