MEC (Multi-Access Edge Computing) สำหรับ Smart Factory: เครือข่าย 5G ที่ขอบเครือข่ายลดหน่วงเวลาเหลือ 1–10 มิลลิวินาที
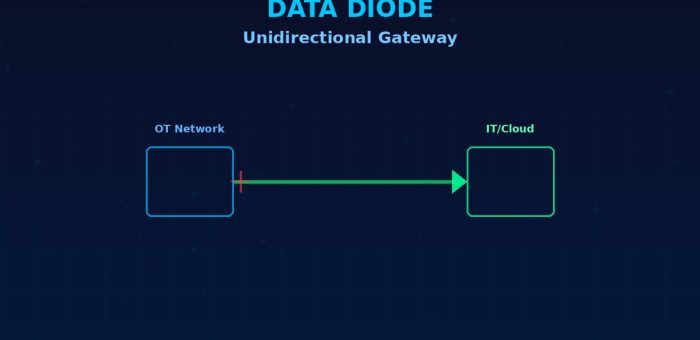
MEC (Multi-Access Edge Computing) คืออะไร? ในยุคที่โรงงานอัจฉริยะต้องการการประมวลผลแบบเรียลไทม์ที่หน่วงเวลาต่ำกว่า 10 มิลลิวินาที Multi-Access Edge Computing (MEC) ได้กลายเป็นสถาปัตยกรรมที่ย้ายพลังการประมวลผล การจัดเก็บข้อมูล และฟังก์ชันเครือข่ายออกจากศูนย์กลางคลาวด์ ไปไว้ ณ ขอบเครือข่ายมือถือ ใกล้กับอุปกรณ์ปลายทางมากที่สุดเท่าที่จะเป็นไปได้ โดยทำงานร่วมกับเครือข่าย 5G และ Private 5G Network เพื่อให้บริการประมวลผลที่ตอบสนองภายในระดับมิลลิวินาที ก่อนหน้านี้ MEC ย่อมาจาก Mobile Edge Computing ก่อนที่องค์กรมาตรฐาน ETSI ISG MEC จะเปลี่ยนคำว่า Mobile เป็น Multi-Access ในปี 2017 เพื่อสะท้อนว่าเทคโนโลยีนี้ไม่จำกัดอยู่เพียงเครือข่ายมือถือ แต่ครอบคลุมเครือข่าย Wi-Fi และเครือข่ายแบบคงที่ด้วย ปัจจุบัน ETSI ได้กำหนด มาตรฐาน API ที่ช่วยให้แอปพลิเคชัน MEC ทำงานข้ามผู้ให้บริการและฮาร์ดแวร์ต่างกันได้ สถาปัตยกรรม MEC ทำงานอย่างไรในโรงงาน? หัวใจสำคัญของ MEC คือการ Local Breakout — แทนที่ข้อมูลจากเซ็นเซอร์ในโรงงานจะต้องเดินทางขึ้นไปประมวลผลที่คลาวด์กลางซึ่งอาจห่างไกลหลายร้อยกิโลเมตร ระบบ MEC จะทำการ หักเห ทราฟฟิกออกมาประมวลผล ณ เซิร์ฟเวอร์ที่ติดตั้งอยู่ใกล้สถานีฐาน (Base Station) หรือในตัวอาคารโรงงานเอง ผ่านองค์ประกอบที่เรียกว่า UPF (User Plane Function) ในสถาปัตยกรรม 5G Core ผลลัพธ์คือข้อมูลครบวงจรการผลิตไม่ต้องออกสู่อินเทอร์เน็ตสาธารณะ ลด Round-Trip Time (RTT) จาก 30–80 มิลลิวินาที (คลาวด์กลาง) เหลือเพียง 1–10 มิลลิวินาที พร้อมทั้งรักษา Data Sovereignty เพราะข้อมูลละเอียดอ่อนยังคงอยู่ภายในโรงงานตามข้อกำหนดด้านความปลอดภัย ส่วนประกอบหลักของระบบ MEC สำหรับอุตสาหกรรม MEC Host: เซิร์ฟเวอร์ประมวลผลที่ติดตั้ง ณ ขอบเครือข่าย มักมี GPU สำหรับการอนุมาน AI MEC Platform Manager: จัดการวงจรชีตของแอปพลิเคชัน การจัดสรรทรัพยากร และการโยกย้ายเวิร์กโหลด Virtualization Infrastructure (NFVI): ชั้น Virtual Machine หรือ Container ที่รันแอปพลิเคชัน Edge แยกกัน Radio Access Network…